Proses pembengkokan adalah operasi pembentukan logam yang menerapkan gaya terkendali pada benda kerja hingga benda kerja tersebut berubah bentuk secara plastis di sekitar cetakan, mandrel, atau roller, mengubah bentuknya tanpa memotong material. Jawaban singkatnya adalah ini: pembengkokan terjadi karena logam memiliki zona elastis dan zona plastis, dan setiap keberhasilan pembengkokan bergantung pada dorongan material melewati batas elastis cukup jauh sehingga logam dapat mempertahankan bentuk baru setelah beban dihilangkan, yang dikenal sebagai springback. Mesin pembengkok pegas adalah peralatan yang dibuat untuk mengontrol transisi yang tepat pada pegas koil, pegas torsi, dan bentuk kawat, menggunakan alat berputar, pin, dan sumbu yang digerakkan oleh CNC untuk mengulangi tikungan yang sama ribuan kali dengan hampir tanpa variasi. Sisa artikel ini menguraikan bagaimana proses tersebut sebenarnya terjadi di lantai pabrik, apa yang membedakan mesin pembengkok pegas yang baik dari mesin pembengkok pegas biasa-biasa saja, dan bagaimana menjaga sudut tikungan tetap konsisten selama proses produksi penuh.
Membungkuk bukanlah satu tindakan tunggal. Ini adalah rangkaian peristiwa mekanis yang terjadi dalam sepersekian detik, dan memahami setiap tahap menjelaskan mengapa beberapa tikungan retak, beberapa memantul kembali terlalu jauh, dan beberapa lainnya mempertahankan sudut yang sempurna setiap saat.
Ketika gaya pertama kali diterapkan pada kawat atau lembaran, material tersebut meregang atau menekan dalam rentang elastisnya. Jika beban dihilangkan pada titik ini, logam akan kembali ke bentuk aslinya sepenuhnya. Belum ada tikungan permanen yang terjadi.
Ketika gaya meningkat melewati titik leleh, serat luar dari tikungan akan meregang secara permanen sementara serat dalam terkompresi. Inilah saat sebenarnya proses pembengkokan menciptakan bentuk yang langgeng , dan sumbu netral, garis di dalam material yang tidak meregang atau memampatkan, bergeser sedikit ke arah jari-jari bagian dalam saat tikungan mengencang.
Setelah perkakas melepaskan material, energi elastis yang tersimpan menyebabkan tikungan sedikit mengendur ke arah bentuk aslinya. Mesin pembengkok pegas mengkompensasi hal ini dengan melakukan pembengkokan berlebih dalam jumlah yang telah dihitung, biasanya antara 2 dan 8 derajat tergantung pada diameter kawat, kekuatan tarik, dan kondisi perlakuan panas.
| Bahan | Kekuatan Tarik Khas | Rata-rata Springback |
|---|---|---|
| Baja pegas karbon tinggi | 1900 hingga 2200 MPa | 5 hingga 8 derajat |
| Baja tahan karat 302 atau 304 | 1300 hingga 1600 MPa | 3 hingga 6 derajat |
| Kabel musik ASTM A228 | 2200 hingga 2500 MPa | 6 hingga 9 derajat |
| Perunggu fosfor | 700 hingga 900 MPa | 2 hingga 4 derajat |
Mesin pembengkok pegas CNC modern memecah satu siklus pembengkokan menjadi urutan yang berulang. Setiap langkah diprogram sebagai gerakan sumbu, dan pengontrol menyinkronkan pengumpanan kawat, rotasi, dan pengikatan pahat sehingga seluruh siklus selesai dalam waktu kurang dari satu detik untuk bentuk yang sederhana.
Tidak setiap operasi pembengkokan menggunakan peralatan yang sama atau fisika yang sama. Memahami di mana letak mesin pembengkok pegas relatif terhadap pembengkokan lembaran logam membantu pembeli menghindari memesan alat yang salah untuk pekerjaan itu.
Pembengkokan rem tekan membentuk lembaran atau pelat datar di antara pelubang dan cetakan, menghasilkan satu lengkungan garis lurus per langkah. Cocok untuk panel, braket, dan penutup daripada bentuk kawat atau batang bundar.
Pembengkokan gulungan melewati material melalui tiga atau empat rol untuk menciptakan kurva radius besar, biasanya digunakan untuk silinder, tangki, dan bagian melengkung struktural daripada geometri presisi yang ketat.
Rotary draw bending menjepit tabung atau pipa pada cetakan berjari-jari tetap dan memutarnya di sekitar cetakan tersebut, menghasilkan tikungan radius yang rapat dengan penipisan dinding minimal, banyak digunakan dalam knalpot otomotif dan fabrikasi roll cage.
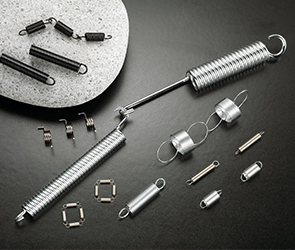
Mesin pembengkok pegas, kadang-kadang disebut mesin pembentuk kawat CNC, menangani stok kawat bundar yang lebih tipis dengan laju siklus tinggi, menghasilkan pegas torsi, kait pegas kompresi, loop pegas ekstensi, dan bentuk kawat khusus dengan banyak tikungan per bagian, bukan satu tikungan lurus panjang.
Gulungan kumparan membungkus kawat secara heliks di sekitar mandrel untuk membentuk badan pegas kompresi atau ekstensi, dan sering kali dipasangkan dengan pembengkokan pada mesin yang sama ketika bagian akhir memerlukan badan melingkar dan kait atau kaki ujung yang dibentuk. Pada kombinasi mesin penggulungan dan pembengkokan, sistem pengumpanan dan pelurusan kawat yang sama melayani kedua fungsi tersebut, dengan alat pitch terpisah yang mengontrol sudut heliks selama tahap penggulungan sebelum kepala pembengkok mengambil alih untuk membentuk ujungnya.
Empat mesin geser menambahkan alat pembentuk horizontal yang mendekati kawat dari berbagai arah, berguna untuk bagian yang menggabungkan pembengkokan, penggulungan, dan perataan dalam satu siklus. Mesin ini berada di ujung atas kompleksitas pembentukan kawat dan biasanya membenarkan biayanya hanya untuk suku cadang dengan geometri rumit yang tidak dapat diproduksi pada mesin pembengkok pegas dua sumbu atau empat sumbu standar.
Lembar spesifikasi dari berbagai produsen tidak selalu disajikan dengan cara yang sama, sehingga akan membantu jika mengetahui secara pasti angka mana yang benar-benar memprediksi kinerja dunia nyata, bukan sekadar membandingkan klaim judul.
| Spesifikasi | Kisaran Khas | Mengapa Itu Penting |
|---|---|---|
| Kisaran diameter kawat | 0,1 hingga 8 milimeter | Menyetel kelompok produk mana yang dapat dijalankan mesin tanpa memperlengkapi ulang seluruh jalur umpan |
| Jumlah sumbu yang dikendalikan | 4 sampai 12 | Menentukan berapa banyak arah tikungan dan stasiun perkakas yang dapat bekerja dalam satu lintasan |
| Kecepatan umpan maksimum | 200 hingga 600 meter per menit | Secara langsung membatasi bagian teoretis per menit untuk geometri sederhana |
| Kecepatan putaran kepala tekuk | 300 hingga 1000 derajat per detik | Mempengaruhi waktu siklus pada bagian yang memiliki banyak tikungan kecil, bukan satu tikungan besar |
| Memori atau penyimpanan program | 50 hingga 500 program tersimpan | Relevan untuk toko yang menjalankan banyak nomor suku cadang berbeda dan sering melakukan pergantian |
| Ulangi akurasi posisi | 0,01 hingga 0,05 milimeter | Memprediksi seberapa ketat toleransi dimensi yang dapat ditahan alat berat dalam jangka panjang |
Pembeli yang mengevaluasi mesin pembengkok pegas untuk kelompok suku cadang tertentu harus meminta sampel dijalankan di lot kawat mereka sendiri bila memungkinkan. Spesifikasi yang dipublikasikan menjelaskan batasan teoritis mesin, namun kinerja sebenarnya selalu bergantung pada interaksi antara mesin, paduan spesifik, temper, dan rangkaian kumparan kawat yang dijalankan, dan perkakas yang dipilih untuk pekerjaan tersebut.
Keakuratan mesin pembengkok pegas bergantung pada lima subsistem yang bekerja secara terkoordinasi, bukan satu bagian saja. Tautan yang lemah di salah satu area ini akan segera muncul sebagai sudut tikungan yang tidak konsisten atau bagian yang rusak.
Program pembengkokan yang sama menghasilkan hasil yang berbeda pada material kawat yang berbeda, karena proses pembengkokan diatur oleh metalurgi dan geometri mesin. Memilih bahan yang tepat untuk aplikasi, dan memahami bagaimana bahan tersebut berperilaku di bawah kepala tikungan, mencegah sebagian besar masalah produksi sebelum masalah tersebut dimulai.
Baja pegas karbon tinggi menawarkan rasio kekuatan terhadap biaya tertinggi di antara bahan kawat pegas umum dan merupakan pilihan default untuk pegas torsi, kompresi, dan ekstensi tujuan umum. Paduan ini memerlukan gaya tekuk yang lebih tinggi dan kelonggaran pegas yang lebih besar dibandingkan paduan yang lebih lunak, dan biasanya mendapat manfaat dari perlakuan panas pelepas stres setelah pembentukan untuk menstabilkan bentuk akhir.
Kawat baja tahan karat, paling umum kelas 302 atau 304, memberikan kekuatan tertentu untuk ketahanan terhadap korosi dan dipilih untuk bagian yang terkena kelembapan, bahan kimia, atau lingkungan kontak makanan. Baja ini bekerja lebih cepat mengeras dibandingkan baja karbon selama pembentukan, jadi urutan tekukan yang melibatkan beberapa tekukan radius rapat di lokasi yang sama perlu diprogram dengan hati-hati untuk menghindari retak.
Kawat musik, juga disebut kawat piano, adalah baja karbon tinggi yang ditarik dengan toleransi diameter yang sangat ketat dan kekuatan tarik yang sangat tinggi, menjadikannya bahan pilihan untuk pegas presisi kecil di mana keluaran gaya yang konsisten lebih penting daripada ukuran mentah. Kekuatannya yang tinggi berarti mesin pembengkok pegas harus menerapkan lebih banyak kompensasi overbend untuk mencapai sudut target.
Perunggu fosfor dan tembaga berilium dipilih ketika konduktivitas listrik diperlukan di samping sifat pegas, yang umum terjadi pada pegas kontak elektronik dan klip konektor. Bahan-bahan ini lebih lembut dibandingkan baja paduan, dapat ditekuk dengan gaya yang lebih rendah, dan menunjukkan lebih sedikit pegas, yang secara umum membuatnya lebih mudah untuk menahan toleransi yang ketat namun lebih rentan terhadap pengikatan permanen di bawah beban berkelanjutan jika diberi tekanan berlebih.

Pemrograman telah bergeser dari metode pengajaran manual ke alur kerja yang digerakkan oleh CAD, dan lapisan perangkat lunak kini memainkan peran yang sama besarnya dalam efisiensi produksi seperti halnya perangkat keras mekanis itu sendiri.
Metode pemrograman tertua melibatkan operator yang menelusuri setiap gerakan sumbu di panel kontrol alat berat, menyimpan setiap posisi setelah dipastikan benar. Metode ini bekerja untuk bagian-bagian sederhana namun menjadi lambat dan rawan kesalahan seiring bertambahnya jumlah tikungan.
Perangkat lunak mesin pembengkok pegas modern menerima gambar 2D atau 3D dari bagian akhir dan secara otomatis menghitung pergerakan sumbu, urutan tikungan, dan perkiraan waktu siklus sebelum program menyentuh mesin fisik. Hal ini memungkinkan tim teknik memvalidasi desain dan memperkirakan kebutuhan perkakas tanpa menghabiskan waktu di pabrik.
Paket pemrograman tingkat lanjut mensimulasikan urutan pembengkokan penuh dalam perangkat lunak, menandai titik mana pun di mana geometri kawat, perkakas, atau kepala pembengkokan akan bertabrakan sebelum program dijalankan pada mesin sebenarnya. Langkah ini telah mengurangi kerusakan perkakas dan menghilangkan waktu penyiapan secara signifikan dibandingkan dengan verifikasi manual semata.
Toko-toko yang menjalankan bauran produk yang tinggi mendapat keuntungan dari perpustakaan program yang dapat dicari, karena program tikungan yang telah divalidasi sebelumnya dapat dipanggil kembali dalam hitungan detik daripada diprogram ulang dari awal, sehingga mengurangi waktu pergantian dari jam ke menit pada pesanan berulang.
Untuk membuat prosesnya menjadi konkret, berikut adalah cara pembengkokan kaki pegas torsi yang khas dimulai dari kawat mentah hingga bagian jadi pada mesin pembengkok pegas CNC.
Operator atau pemrogram memasukkan panjang kaki, sudut tikungan, panjang badan kumparan, dan diameter kawat ke antarmuka CNC, baik melalui entri manual atau impor CAD.
Diameter pin tikungan yang benar dipilih agar sesuai dengan diameter dalam pegas, karena pin mengatur jari-jari badan melingkar dan setiap kaki yang terbentuk.
Alat berat berputar dengan kecepatan rendah tanpa memotong bagian-bagiannya sehingga operator dapat memastikan jalur pahat telah membersihkan semua perlengkapan sebelum kecepatan produksi penuh dimulai.
Bagian pertama yang diselesaikan diukur berdasarkan toleransi gambar, biasanya plus atau minus 2 derajat pada sudut kaki dan plus atau minus 0,1 milimeter pada panjang kaki, sebelum lari dilanjutkan.
Setelah disetujui, mesin pembengkok pegas bekerja terus menerus, seringkali menghasilkan 60 hingga 200 bagian per menit tergantung pada diameter kawat dan kompleksitas geometri.
| Tipe Mesin | Pengulangan | Volume yang Paling Cocok |
|---|---|---|
| Jig pembengkokan manual | Ketergantungan operator | Prototipe atau di bawah 50 buah |
| Penyok semi otomatis | Sedang, perkakas terkontrol | Batch kecil, 50 hingga 5000 buah |
| Mesin pembengkok pegas CNC | Tinggi, program terkontrol | Produksi berjalan di atas 5000 buah |
Pembeli harus mencocokkan jenis mesin dengan volume pesanan sebenarnya daripada memilih opsi paling canggih secara otomatis. Mesin pembengkok pegas CNC hanya akan terbayar setelah penghematan waktu pergantian dan pengurangan tingkat penolakan mengimbangi biaya awal yang lebih tinggi , yang biasanya terjadi antara 3000 dan 8000 buah per nomor komponen bergantung pada kompleksitas komponen.
Retak terjadi ketika radius tekukan terlalu rapat dibandingkan diameter kawat atau ketika material telah mengeras akibat pembentukan sebelumnya. Meningkatkan radius tikungan atau anil stok sebelum pembengkokan menyelesaikan sebagian besar masalah retak.
Penyimpangan sudut pada proses produksi biasanya disebabkan oleh keausan pin bengkok, selip roller pengumpan, atau perubahan suhu di bengkel yang sedikit memengaruhi kekakuan material selama perpindahan.
Bekas luka pada permukaan muncul ketika saluran pemandu atau pin tikungan memiliki permukaan akhir yang kasar atau penumpukan serpihan, itulah sebabnya pembersihan perkakas secara rutin merupakan bagian dari perawatan mesin pembengkok pegas standar.
Bagian multi tikungan yang rumit dapat terpuntir jika penyangga pemandu kawat tidak mencukupi selama tikungan, sehingga desain perlengkapan yang tepat dan panjang pemandu yang memadai di dekat titik tikungan mencegah cacat ini.
Beberapa bagian pertama setelah start dingin terkadang menunjukkan sudut yang sedikit berbeda dibandingkan bagian lainnya, karena suhu perkakas dan rangka mesin belum stabil. Menjalankan siklus pemanasan singkat sebelum pemeriksaan barang pertama akan mengurangi efek ini secara signifikan.
Kawat yang dikirim dari lot produksi yang berbeda, bahkan dengan spesifikasi nominal yang sama, dapat membawa set kumparan dan tegangan sisa yang sedikit berbeda dari proses penarikan. Toko-toko yang mengkualifikasi ulang program tikungan setiap kali lot kawat baru tiba menangkap variasi ini sebelum mencapai pelanggan.

Kategori mesin pembengkok pegas telah bergerak ke arah peralatan yang lebih cerdas dan lebih terhubung selama beberapa generasi produk terkini, dan beberapa tren kini umum terjadi pada pembelian mesin baru dibandingkan peningkatan opsional.
Komponen kawat dan pegas yang dibentuk melalui proses pembengkokan presisi muncul di berbagai industri, sering kali pada bagian-bagian yang tidak pernah diperhatikan hingga rusak.
Mesin pembengkok pegas yang menghasilkan suku cadang dalam toleransi pada hari pertama tidak akan bertahan seperti itu tanpa perawatan rutin. Toko-toko yang melacak keausan peralatan berdasarkan jadwal dibandingkan menunggu munculnya produk cacat secara konsisten melaporkan lebih sedikit suku cadang yang dibuang.
| Komponen | Interval Inspeksi | Tanda Keausan Khas |
|---|---|---|
| Tekuk pin dan duri | Setiap 50.000 siklus | Radius mendatar atau mencetak gol |
| Meluruskan rol | Setiap 100.000 siklus | Alur atau lubang permukaan |
| Rol umpan | Setiap 75.000 siklus | Tekstur selip atau cengkeraman berkurang |
| Pisau potong | Setiap 30.000 siklus | Pembentukan duri pada ujung potongan |
Garis yang melewati penampang kawat atau lembaran yang ditekuk dimana material tidak diregangkan atau dikompresi selama pembengkokan.
Sisa kelengkungan yang tersisa pada kawat akibat dililitkan pada kumparan, yang harus dihilangkan dengan meluruskan rol sebelum pembengkokan yang akurat dapat dilakukan.
Sudut ekstra yang ditambahkan mesin pembengkok pegas melampaui sudut target untuk memperhitungkan pegas kembali setelah perkakas melepaskan kawat.
Pin atau batang tetap yang melingkari atau membengkokkan kawat untuk menentukan diameter dalam fitur akhir.
Tabung atau selongsong berputar pada kepala tekuk yang membawa pemandu kawat dan rakitan pin tekuk melalui putaran terprogramnya.
Peningkatan progresif dalam kekakuan dan penurunan keuletan yang dialami logam karena mengalami deformasi berulang kali, yang dapat menyebabkan retak jika kawat dibengkokkan terlalu sering di lokasi yang sama.
Operasi sekunder, terkadang dilakukan pada mesin pembengkok pegas yang sama, yang memampatkan atau membelokkan pegas yang telah selesai sedikit melampaui rentang kerjanya untuk menstabilkan panjang atau sudut bebas akhirnya.
Pembengkokan adalah jenis pembentukan tertentu yang mengubah bentuk sepanjang garis atau sumbu tertentu menggunakan pelubang, roller, atau pin, sedangkan pembentukan adalah kategori lebih luas yang juga mencakup operasi menggambar, menginjak, dan mencetak koin.
Skala pegas dengan kekuatan luluh suatu bahan dibagi dengan modulus elastisnya, sehingga bahan dengan kekuatan lebih tinggi seperti kawat musik lebih pegas daripada paduan yang lebih lembut seperti perunggu fosfor pada sudut lengkung yang sama.
Pedoman awal yang umum adalah radius tikungan minimum satu hingga dua kali diameter kawat untuk sebagian besar baja pegas, meskipun temper yang lebih keras mungkin memerlukan radius yang lebih besar untuk menghindari retak.
Banyak mesin pembengkok pegas CNC dikonfigurasikan secara khusus untuk kawat bundar, tetapi mesin pembentuk kawat dan strip datar ada sebagai kategori yang terkait tetapi berbeda dengan perkakas pemandu dan rol yang berbeda.
Mesin lentur pegas CNC yang dirawat dengan baik biasanya memiliki toleransi sudut plus atau minus 1 hingga 2 derajat dan toleransi panjang plus atau minus 0,1 milimeter pada diameter kawat standar.
Ya, kawat yang lebih tipis umumnya memungkinkan laju pengumpanan dan kecepatan tekukan yang lebih cepat, sedangkan kawat yang lebih tebal atau berkekuatan lebih tinggi memerlukan pembengkokan yang lebih lambat dan lebih terkontrol untuk menghindari tekanan perkakas dan keausan dini.
Bagian sederhana mungkin hanya memerlukan satu atau dua tikungan, sedangkan bentuk kawat rumit yang dihasilkan pada mesin multi-sumbu dapat mencakup lima belas atau lebih operasi tikungan, kumparan, dan pemotongan individu dalam satu siklus berkelanjutan.
Tidak selalu, namun banyak bagian kawat musik dan karbon tinggi yang mendapat manfaat dari pemanggangan pelepas stres suhu rendah setelah pembentukan, yang mengurangi tegangan sisa dan meningkatkan stabilitas dimensi tanpa mengubah kekerasan secara signifikan.
Hilangnya akurasi hampir selalu disebabkan oleh keausan perkakas, selip roller pengumpan, atau akumulasi serangan balik dalam mekanisme penggerak, yang semuanya diatasi melalui interval perawatan terjadwal yang dijelaskan sebelumnya dalam artikel ini.
Ya, sebagian besar mesin pembengkok pegas CNC dapat beralih di antara material yang kompatibel dengan menyesuaikan gaya umpan, meluruskan tekanan roller, dan nilai kompensasi overbend dalam program, meskipun diameter kawat yang sangat berbeda mungkin memerlukan perubahan perkakas fisik.
Suku cadang sederhana dengan dua atau tiga tikungan seringkali dapat diprogram dan divalidasi dalam satu shift, sedangkan geometri multi tikungan yang kompleks dengan toleransi yang ketat mungkin memerlukan beberapa hari pemrograman dan iterasi artikel pertama sebelum rilis produksi penuh.

TK-13200、 TK-7230 TK-13200、 TK-7230 12 Sumbu MESIN GULUNG PEgas CNC ...
Lihat Detail
TK-13200、 TK-7230 TK-13200、 TK-7230 12 Sumbu MESIN GULUNG PEgas CNC ...
Lihat Detail
TK12120 TK-12120 MESIN COILING SPRING CNC 12 Sumbu ...
Lihat Detail
TK-6160 MESIN PENGGULIS MUSIM SEMI CNC TK-6160 ...
Lihat Detail
TK-6120 MESIN PENGGULIS MUSIM SEMI CNC TK-6120 ...
Lihat Detail
TK-5200 MESIN COILING SPRING CNC TK-5200 5 Sumbu ...
Lihat Detail
TK-5160 MESIN COILING SPRING CNC 5 Sumbu TK-5160 ...
Lihat Detail
TK-5120 MESIN COILING SPRING CNC 5 Sumbu TK-5120 ...
Lihat DetailKode QR Seluler
 Bahasa
Bahasa 

